Литье под давлением
При литье под давлением вообще не применяются формовочные и стержневые смеси. Полость отливки получают также в металлической форме, называемой пресс-формой. Сущность процесса состоит в том, что расплавленный металл заполняет полость пресс-формы под давлением (300–500)х105 Па, которое создается поршнем в камере прессования. Литье под давлением производится на специальных литьевых машинах различной конструкции: поршневые и компрессорные с горячей и холодной камерой прессования. В качестве примера разберем способ литья под давлением несложной отливки на наиболее распространенной поршневой литьевой машине с горизонтальной камерой прессования (рис. 3.12, б).
Пресс-форма состоит из двух частей, по линии разъема которых выполнена полость для получения отливки. Пресс-форма устанавливается в специальные гнезда машины. Одна часть пресс-формы 2 устанавливается жестко, вторая – подвижно. Перед заливкой половинки пресс-формы сомкнуты. Строго определенная порция жидкого металла заливается в горизонтальную камеру 1 через специальное окно 3. Поршень 4 двигаясь вправо, запрессовывает металл в полость формы и выдерживает металл в полости пресс-формы под давлением до тех пор, пока металл не затвердеет. После затвердевания поршень возвращается назад, подвижная часть пресс-формы движется вправо, то есть пресс-форма размыкается и отливка под действием собственного веса падает вниз в специально установленные приемники. При холостом ходе поршня влево из камеры прессования выбрасывается затвердевший пресс–остаток, разъем пресс-формы смазывается специальной противопригарной смазкой, пресс-форма смыкается и процесс повторяется.
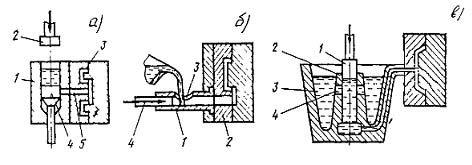
Рис. 3.12 Схемы холодной вертикальной (а) и горизонтальной (б) поршневых камер прессования машин литья под давлением; в – схема горячей поршневой камеры прессования
Методом под давлением получают отливки пока только из цветных сплавов, имеющих температуру плавления гораздо ниже, чем у стали и чугуна Это сплавы на основе алюминия, цинка, олова, свинца и так далее, массой от нескольких граммов до нескольких килограммов. Отливки получаются очень точными и практически отсутствует их механическая обработка. Метод высокопроизводителен и очень рентабелен в условиях массового производства, когда становится возможной автоматизация процесса.
Пресс-формы, особенно их рабочие полости, находятся всегда под давлением при повышенных температурах, поэтому изготавливают их из прочных теплостойких сталей.
 Центробежное литье
Центробежное литье Литье в металлические формы – литье в кокиль
Литье в металлические формы – литье в кокиль Литье по выплавляемым моделям
Литье по выплавляемым моделям