Литье в металлические формы – литье в кокиль
При этом методе литья формовочные смеси практически не применяются. Применяются только стержневые смеси для изготовления стержней. Обычно этим методом изготавливают отливки с простой наружной поверхностью: тела вращения (кольца, бандажи), изложницы, крупные втулки и т.д.
Суть метода – из прочного материала, обычно из чугуна, изготавливается металлическая постоянная форма – кокиль. Внутри кокиля механическим путем изготавливается полость, которая полностью отвечает конфигурации наружной поверхности отливки. Перед заливкой кокиль устанавливают на заливочный плац, внутреннюю поверхность кокиля красят специальными противопригарными красками, устанавливают, если необходимо, стержень и производят заливку полости кокиля жидким металлом.
Разберем в качестве примера технологию изготовления стальной втулки (рис. 3.11).
По наружным размерам втулки в металлической форме изготавливают полость: получают литейную металлическую форму – кокиль 2. Внутреннюю поверхность втулки получают стержнем 3. Поэтому в стержневом ящике по ранее рассмотренной технологии получают стержень. Затем производят сборку кокиля. Кокиль устанавливают в вертикальное положение, полость кокиля, по которой будет получена наружная поверхность отливки, окрашивается специальной огнеупорной краской. На специальные знаки устанавливается в кокиль стержень. В стержне для подвода металла и выхода газов заранее изготовлены отверстия.
На стержень сверху устанавливается крышка 1 и литниковая чаша. Форма, то есть кокиль, собран и готов к заливке. После заливки металл затвердевает в кокиле и охлаждается. Затем кокиль с помощью мостового крана поднимается и на цапфах поворачивается на 180°, то есть стержнем вниз. Так как стенки кокиля выполнены с небольшим конусом и окрашены толстым слоем огнеупорной краски, то металл отливки не «приваривается» к металлу кокиля и поэтому отливка вместе со стержнем довольно легко выходит из кокиля (иногда с помощью выталкивателя 4). Отливку вместе со стержнем устанавливают на выбивную решетку, стержень под действием вибрации разрушается, а готовую отливку отправляют на дальнейшую обработку: обрубку, очистку, термообработку.
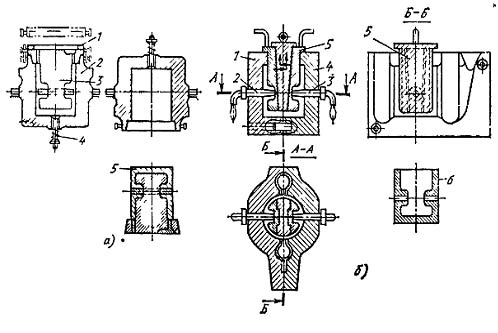
Рис. 3.11 Кокили: а – неразъемный с песчаным стержнем: 1 – крышка; 2 – корпус; 3 – стержень; 4 –выталкиватель; 5 – отливка со стержнем. б – разъемный с металлическим стержнем: 1 и 4 – половины кокиля; 2 и 3 – боковые стержни; 5 – центровой составной стержень; 6 – отливка "Втулка"
Кокиль полностью очищают от остатков пригоревшей краски, устанавливают вертикально, красят вновь, устанавливают вновь стержень и так далее, то есть операция сборки повторяется.
Стержень является разовым, а кокиль постоянный и может выдержать сотни заливок, пока не разрушится металлический корпус.
При изготовлении более сложных отливок изготавливаются соответственно и более сложные стержни и кокили. В нашем примере кокиль выполнен целым, неразъемным. При сложных наружных поверхностях отливки кокиль может состоять из нескольких частей, то есть может быть разъемным. Подвод металла в полость кокиля также очень различен: может быть заливка металлом сверху (как в нашем случае), может быть снизу (сифонная), может быть комбинированной и так далее.
Огнеупорная краска состоит в основном из пылевидного кварца, шамота, графита, оксида цинка и других добавок. Связующим материалом является жидкое стекло.
По сравнению с классическим методом получения отливок в земляных формах при литье в кокиль точность отливок увеличивается, улучшается их качество, снижается себестоимость, улучшаются условия труда.
 Центробежное литье
Центробежное литье Литье под давлением
Литье под давлением Литье по выплавляемым моделям
Литье по выплавляемым моделям