Прокатка длинномерных профилей
На рисунке 3.21 представлен наиболее широко применяемый сортамент прокатной продукции. Для понимания принципа прокатки любого профиля в качестве примера разберем прокатку обычного углового профиля. Чтобы получить этот профиль необходимо иметь оборудование для прокатки (прокатный стан), заготовку определенного профиля и печи для нагрева этой заготовки перед прокаткой.
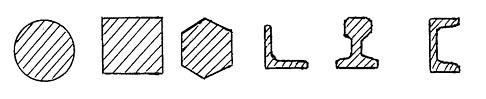
Рис. 3.21 Различный сортимент прокатной продукции
Заготовка бывает обычно простой формы в виде прутка или прямоугольника определенной длины.
Прокатный стан состоит из нескольких клетей, установленных друг от друга на довольно большом расстоянии (до десятка метров), т.е. прокатный стан это сложное устройство длиной в десятки, а то и в сотни метров.
Клеть представляет собой совокупность валков (двух, четырех, шести и т.д.), которые устанавливаются в мощных литых корпусах с редукторами и автономными электродвигателями. Таким образом, в клети можно производить только одно обжатие, хотя величина степени обжатия может регулироваться зазорами между валками. Этот зазор устанавливается с помощью специального устройства, смонтированного в клети.
Так как в одно обжатие практически невозможно получить ни один профиль, то устанавливают такое количество клетей, которое необходимо для получения качественного профиля (например, для получения уголка необходимо установить 6–8 клетей).
Профиль валков в каждой клети изготавливают строго определенной формы с различными геометрическими размерами. Такой фигурный профиль называют «ручьем» валка. Форму ручья, так же как и количество клетей рассчитывают по определенным методикам, учитывая форму окончательного профиля, материал, температуру нагрева, форму заготовки и т.д.
Взятый для примера уголок можно прокатать в шестиклетьевом стане, меняя в каждой клети форму ручьев валков.
 Прокатка труб
Прокатка труб Обработка металлов давлением
Обработка металлов давлением Технология изготовления отливок в песчаных формах
Технология изготовления отливок в песчаных формах