Сборка и заливка форм
Сборка форм – наиболее ответственная технологическая операция, т.к. в случае неправильной сборки отливка не будет соответствовать заданным размерам.
В сборку входят такие операции, как отделка и исправление дефектов, установка стержней, холодильников, жеребеек, окраска полуформ и непосредственно сборка полуформ, установка их на конвейер или плац, установка литниковой чаши, скрепление полуформ (или установка груза). Эскиз собранной литейной формы представлен на рис. 3.10.
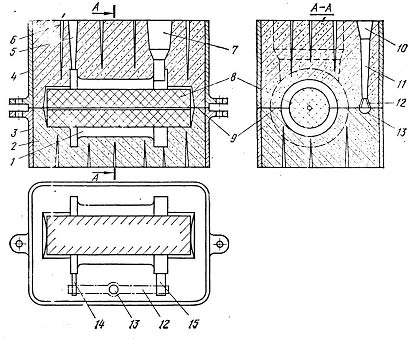
Рис. 3.10 Эскиз литейной формы 1 – собственно плоскость формы; 2 – формовочная смесь; 3 – опока нижнейполуформы; 4 – опока верхней полуформы; 5 – выпор; 6 – вентиляционный канал; 7 – прибыль; 8 – стержень; 9 – плоскость разъема формы (лад); 10 – литниковая воронка; 11 – стояк; 12 – шлакоуловитель; 13 – зумпф; 14, 15 – питатели
Заливка форм металлом непосредственно из печи почти не применяется. Вначале металл из печи попадает в ковш, а из ковша производится разливка по формам.
При заливке форм малыми ковшами (ручными) металл разливают обычно через носок ковша. При заливке форм большими ковшами применяется разливка снизу – стопорная разливка. Заливка форм должна вестись без перерыва, с полным заполнением литниковой чаши или воронки.
 Изготовление литейных форм
Изготовление литейных форм Литье по выплавляемым моделям
Литье по выплавляемым моделям Изготовление опок
Изготовление опок