Приготовление формовочных и стержневых смесей
Для изготовления форм и стержней приготовляют смеси из многих природных материалов. Смеси, приготовленные из них, называют формовочными. Формовочные материалы подразделяются на основные (пески и глины) и вспомогательные (связующие крепители, противопригарные материалы и т.д.). Формовочные пески представляют собой материалы минерального происхождения, образующиеся в результате разрушения горных пород и состоят в основном из зерен кварца (SiO2) с примесями (глины, извести, слюды и т.д.). Пески, содержащие до 2% глины называются кварцевыми, а до 50% глины – глинистыми. Формовочная смесь состоит из кварцевого песка, глины, воды, связующих крепителей и противопригарных материалов.
Кварцевый песок является основным компонентом формовочной смеси и разделяется по классам, группам, сорту и т.д. Глина применяется в смеси для связывания песка в общую массу при некотором добавлении воды (формовочная смесь – влажная). Вспомогательные материалы (крепители, краски, жидкое стекло и т.д.) применяются для придания формовочной смеси достаточной пластичности, прочности, податливости, газопроницаемости, огнеупорности.
По назначению формовочные смеси разделяются на облицовочные, наполнительные и единые. Облицовочная смесь непосредственно соприкасается с металлом, поэтому она должна обладать наиболее высокими свойствами.
Наполнительные смеси служат для заполнения остальной части формы.
Единые смеси применяются для изготовления всей формы при машинной формовке.
Подготовка формовочных материалов состоит из сушки, дробления и просеивания. Для сушки песка и глины применяется различное оборудование в зависимости от объема производства: тарельчатые вертикальные сушила, горизонтальные барабанные сушила и т.д. Дробление глины и размол производят на специальных дробилках и вращающихся барабанах с металлическими шарами. Просеивание производится на встряхивающих или барабанных ситах. Для придания формовочным и стержневым смесям определенных физико-механических свойств их приготавливают в строгой пропорции по каждому компоненту.
Например, для чугунного литья при формовке в сырую применяют смесь следующего состава: глина 8–10%, отработанная смесь и каменный уголь 1–8%, вода 4–5%, остальное – кварцевый песок. Для стального литья добавляют крепитель: сульфитно-спиртовую барду до 1,5%. Химически твердеющие смеси приготовляют с добавками жидкого стекла в определенной пропорции. Процесс приготовления формовочных и стержневых смесей заключается в перемешивании компонентов (песка, глины, крепителей, воды и т.д.) на специальном оборудовании – бегунах (см. Рис.3.7).
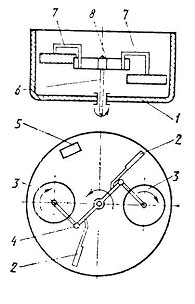
Рис. 3.7 Смешивающие бегуны с горизонтально расположенными катками: 1 – чаша; 2 – плужки; 3 –катки; 4 – шарнир; 5 – люк; 6 – вертикальный вал; 7 –маятники; 8 – траверса
Смешивающие бегуны представляют собой неподвижную чашу, в которую загружаются составляющие смеси. Катки, вращаясь вокруг вала в этой чаши, перемешивают смесь. Тип и марка смешивающих бегунов зависят от объема производства.
 Технология изготовления отливок в песчаных формах
Технология изготовления отливок в песчаных формах Литье по выплавляемым моделям
Литье по выплавляемым моделям Выбивка, очистка, обрубка отливок
Выбивка, очистка, обрубка отливок