Центробежное литье
Центробежным литьем называется такой способ получения отливок, при котором жидкий металл заливается во вращающуюся металлическую форму, где и затвердевает под действием центробежных сил.
Центробежным литьем получают отливки типа тел вращения: трубы, втулки, кольца, колеса и так далее (рис. 3.13).
Металлические круглые формы, часто называемые изложницами, устанавливают на специальные центробежные машины, на которых и происходит их вращение. Различают центробежные машины с вертикальной и горизонтальной осями вращения (или наклонной).
В качестве примера рассмотрим оба метода.
На рисунке 3.13 изображены обе схемы изготовления отливок центробежным способом. Представим, что необходимо получить втулку центробежным способом (рис. 3.13, а). Для этих целей изготавливается литейная металлическая (обычно чугунная) форма (изложница) 2 с круглой внутренней поверхностью, которая по диаметру и высоте соответствует чертежу отливки. Изготовленную изложницу вместе со специальной крышкой устанавливают вертикально в центробежную машину. Внутреннюю полость изложницы окрашивают раствором, по составу аналогичному при литье в кокиль, устанавливают крышку и форму, начинают вращать.
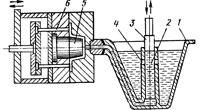
Определенную порцию жидкого металла из ковша 1 заливают в полость уже вращающейся формы. Под действием центробежной силы жидкий металл прижимается к стенкам формы и так вращаясь, затвердевает. Затвердевшая отливка 3 извлекается из металлической формы. Затем форма исправляется, вновь окрашивается и готовится к следующей заливке. Извлеченная отливка охлаждается, очищается и поступает при необходимости на дальнейшую механическую обработку. При изготовлении этим методом длинномерных круглых отливок, напри–мер, чугунных труб, изложница 2 устанавливается в машину горизонтально (рис. 3.14, б) и вращается при заливке вокруг горизонтальной оси.
В полость вращающейся изложницы вводится желоб 4, металл из ковша 1 по желобу поступает в дальний конец изложницы. По мере заполнения полости изложницы жидким металлом желоб постепенно выходит из формы, непрерывно подавая жидкий металл на очередные поверхности формы. Скорость вращения изложницы, скорость движения желоба и скорость подачи жидкого металла рассчитываются по специальной методике и строго контролируются в процессе заливки. Поэтому, при выходе желоба к передней поверхности изложницы в полость подаются последние объемы жидкого металла.
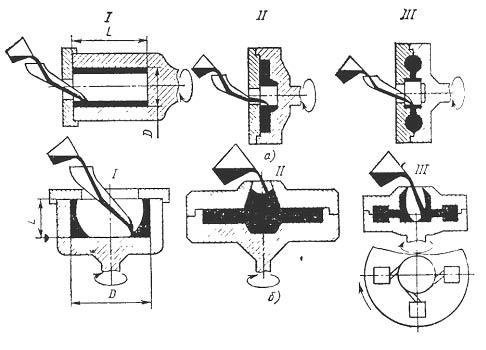
Рис. 3.13 Схемы центробежного литья: Iа, IIа,IIIа – с горизонтальной осью вращения; I6, IIб, IIIб – с вертикальной осью вращения;
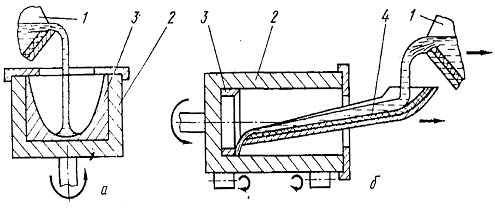
Рис. 3.14 Схемы изготовления отливок при вращении формы вокруг вертикальной (а) и горизонтальной (б) осей: 1– ковш с расплавленным металлом; 2 – литейная форма (изложница); 3 – отливка; 4 – неподвижный желоб
Форма продолжает вращаться до затвердевания металла в изложнице. После чего машина останавливается и труба 3 специальными устройствами вынимается из металлической формы. Процесс повторяется. При необходимости изложницы охлаждают, ремонтируют, поверхности смазывают защитными покрытиями.
По сравнению с литьем в неподвижные формы (кокильное литье) центробежный способ имеет ряд преимуществ: исключается применение стержней для получения внутренних поверхностей полых цилиндрических отливок, меньше расходуется жидкого металла, так как отсутствуют элементы литниковой системы и прибыли; увеличивается плотность металла благодаря действию центробежных сил.
 Литье под давлением
Литье под давлением Литье в металлические формы – литье в кокиль
Литье в металлические формы – литье в кокиль Литье по выплавляемым моделям
Литье по выплавляемым моделям