Дополнительные сведения о литейном производстве
Нами рассмотрены основные способы получения отливок, которые применяются в практике. Разработаны и применяются еще ряд способов получения отливок: литье в керамические формы, литье по газифицируемым моделям, вакуумное литье, литье замораживанием и т.д. Способами литья в настоящее время в промышленности получают отливки из самых различных металлических сплавов: чугуна, стали, бронзы, латуни и т.д. Из любого сплава можно получить заготовку методом литья. Это одно из важнейших преимуществ литейного производства. При изучении особенностей поведения сплавов в литейном производстве особенно хорошо изучены их общие литейные свойства, важнейшими из которых является жидкотекучесть, усадка, ликвация.
Жидкотекучесть – это способность жидких сплавов заполнять форму на определенной длине до кристаллизации. Наибольшей жидкотекучестью обладает чугун, сплавы алюминия с кремнием. Хуже жидкотекучесть у сталей, у магниевых сплавов. Чем выше жидкотекучесть сплавов, тем более сложные и тонкие полости формы может заполнить сплав до своего затвердения.
Усадка – это способность сплавов уменьшать размеры в процессе кристаллизации. В жидком состоянии сплавы всегда имеют меньший удельный вес, чем в твердом состоянии. Поэтому при затвердевании атомы элементов всегда сближаются, образуя компактные кристаллические решетки, а раз увеличивается плотность атомов и, следовательно, удельный вес сплава то объем сплава всегда будет уменьшаться. Усадка измеряется в процентах. Для различных сплавов она различна: для стали – 1,5–2,0%, для чугуна – 1,0–1,8%, для латуни –1,7–1,9% и так далее.
Ликвация – это химическая неоднородность сплава, то есть неодинаково содержание химических элементов по сечению отливки . Об этом упоминалось в изучении строения слитков. Это свойство особенно проявляется при затвердевании больших отливок, имеющих сложный химический состав.
При медленном затвердевании значительного объема жидкого сплава, содержащего различные элементы, было обнаружено, что элементы, имеющие большой удельный вес, опускаются в нижнюю часть отливки. То есть после затвердевания обнаруживается, что в нижней части отливки содержание тяжелого металла гораздо больше, чем в верхней части. Температура затвердевания различных металлов, входящих в этот сложный сплав, так же различна, в первую очередь затвердевают тугоплавкие элементы и ближе к наружной поверхности. В последнюю очередь затвердевают легкоплавкие элементы, которые при кристаллизации «оттесняются» тугоплавкими элементами в центр отливки, то есть, тоже наблюдается явление ликвации. Этот дефект отливок устраняется длительным высокотемпературным (диффузионным) отжигом.
Производство отливок из различных сплавов имеет свои особенности.
Так как чугун не подвергается обработке давлением и очень плохо сваривается, то все чугунные заготовки получают литьем. Стальные заготовки можно получить различными методами: литьем, обработкой давлением и сваркой.
При получении заготовок литьем к маркировке сталей в обозначении материала добавляется в конце маркировки буква Л (литейная), например: Сталь 15Л, 40ХЛ, Х9СГЛ и так далее.
Производство заготовок из цветных сплавов возможно также различными способами. Но в промышленности применяются сплавы, заготовки из которых возможно получить только путем литья. Это силумины – сплавы на основе алюминия и кремния, содержащие 10–13% Si (АЛ–2, АЛ–4 и так далее).
Заготовки, полученные различными способами литья, имеют ряд специфических дефектов, которые снижают качество отливок и даже приводят в ряде случаев к окончательному браку. К основным дефектам относятся газовые раковины, земляные и шлаковые раковины, усадочные раковины, трещины, коробление, недолив и так далее.
Газовые раковины представляют собой полости (пустоты) в отливке, имеющие обычно сферическую форму и гладкую блестящую поверхность. Образуются газовые раковины при плохом раскислении металла, низкой газопроницаемости формы и стержней.
Земляные и шлаковые раковины (засоры) – это пустоты в теле отливки, заполненные формовочной смесью или шлаком, попавшими в полость формы во время заливки.. Образуются они вследствии низкой прочности формовочных или стержневых смесей и неполного удаления шлака при выплавке металла.
Усадочные раковины – это пустоты в массивных частях отливки, образующиеся в процессе затвердевания металла в форме из–за уменьшения объема металла.
Трещины – это разрывы в теле отливки, образующиеся при низкой пластичности форм и стержней, больших напряжений после затвердевания и так далее.
Большинство дефектов исправляют заваркой и другими способами (газовой сваркой, пропиткой специальными материалами и так далее).
Методы контроля качества отливок самые различные – это внешний осмотр отливки, проверка линейных размеров, контроль химического состава и механических свойств, спектральный и рентгеноструктурный анализ, металлографический анализ и др.
 Специальные методы литья
Специальные методы литья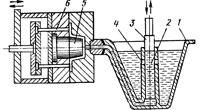 Литье под давлением
Литье под давлением